






Points clés à retenir
- L’écart de conformité : les certificats de cellules (EN 62133) ne couvrent pas les blocs-batteries. Un pack avec un BMS est légalement un “appareil” exigeant sa propre conformité CEM.
- La cause de défaillance n°1 : 90 % des défaillances CEM proviennent de tests d'émissions rayonnées de bruit en mode commun du BMS (EN 61000-6-3), et non de problèmes de sécurité des cellules.
- Le coût réel : les tests CEM échoués coûtent plus de 2 500 $ en frais de laboratoire et 6 à 8 semaines de retard. L’analyse de pré-conformité empêche cela.
- Réalité européenne 2026 : le règlement sur les batteries (UE 2023/1542) est désormais appliqué. La surveillance du marché nécessite des dossiers techniques complets, et pas seulement des certificats de transport.
- La solution : concevoir pour EMC dès le premier jour – utilisez une analyse de pré-conformité, un filtrage en mode commun et une gestion appropriée des câbles.
Si vous expédiez packs de batteries personnalisés En Europe, vous avez probablement remarqué des contrôles douaniers plus stricts et des questions plus techniques de la part des clients.
Ce n’est pas temporaire.
Le règlement européen sur les batteries (2023/1542) est pleinement appliqué. Les autorités de surveillance du marché demandent activement des dossiers techniques pour les packs de batteries.
Pourtant, nous constatons encore une erreur cruciale : s’appuyer sur les certificats de cellules pour justifier la vente d’une batterie complète.
Le problème n’est pas la chimie. C'est l'électronique.
Une batterie avec un actif GTC est légalement un “appareil” conformément à la directive CEM. Si votre fournisseur ne peut pas expliquer “bruit de mode commun” ou fournissez des rapports de test au niveau du pack, votre produit est confronté à un risque immédiat de retrait du marché.
Ce guide explique pourquoi et comment y remédier.
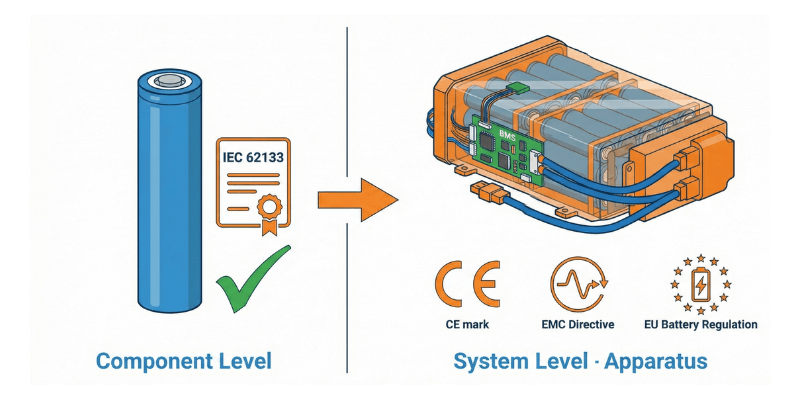
Pourquoi “Certification cellulaire” ≠ “Certification des packs”
De nombreuses équipes supposent : “Nos cellules ont des rapports IEC 62133, nous sommes donc conformes.”
C'est incorrect.
Un certificat de cellule couvre le composant. Une batterie est un système.
La distinction juridique
| Article | Cellule | Batterie |
| Définition | Unité électrochimique nue (par exemple, 18650, 21700) | Assemblage avec BMS, câblage, coffret, connecteurs |
| Étalon primaire | EN 62133-2 (Sécurité chimique) | EN 61000-6-3 (émissions CEM) + EN 61000-6-1 (immunité) |
| Ce qu'il teste | Incendie, explosion, emballement thermique | Bruit électronique, interférence électromagnétique, sécurité du système |
| Statut juridique | Composant | Produit final (nécessite le marquage CE) |
| Risque de marché en cas d'absence | Faible (usage interne) | Critique (saisie, amendes, rappel) |
Vendre une batterie dans l'UE avec seulement un certificat de cellule est techniquement une fraude documentaire.
Ce qui change lorsque vous ajoutez un BMS
Un pack personnalisé ajoute des composants que le rapport de cellule n'a jamais testé :
- BMS avec MOSFET à commutation
- Longs câbles d'alimentation CC (agissent comme des antennes)
- Boîtier métallique ou cadre de montage
- Connecteurs et interfaces de chargement
- Protocoles de communication (CAN, UART, Bluetooth)
Chacun de ces éléments crée des exigences de compatibilité électromagnétique.
Source officielle : 📄 Directive CEM 2014/30/UE (EUR-Lex)
Pourquoi les packs de batteries échouent EMC
Basé sur les données industrielles de plus de 6 000 projets de batteries personnalisés :
- 90 % des défaillances CEM sont liées aux émissions (et non à la sécurité)
- Cause principale : bruit de mode commun du BMS
- Point de défaillance typique : émissions rayonnées à 30 MHz – 1 GHz
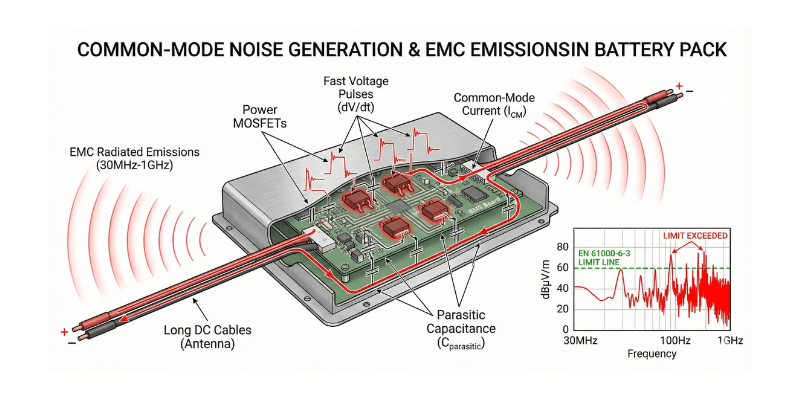
Qu'est-ce que le bruit de mode commun
Votre BMS utilise des MOSFET pour allumer et éteindre l'appareil des milliers de fois par seconde.
Voici la réaction en chaîne :
- La source : une commutation de tension rapide crée un bruit haute fréquence
- Le Couplage : Capacité parasite entre composants et pièces métalliques
- Le chemin : le bruit circule à travers les câbles de batterie sous forme de courant de mode commun
- L'antenne : de longs câbles CC rayonnent ce bruit dans l'environnement
- L’échec : le laboratoire mesure les émissions au-dessus des limites de la norme EN 61000-6-3
Modes de défaillance typiques
| Problème | Gamme de fréquences | Cause première | Correctif d'ingénierie |
| Émissions rayonnées | 30 MHz – 1 GHz | Bruit de mode commun sur les câbles | Inductances de mode commun, limites de longueur de câble, blindage |
| Émissions conduites | 150 kHz – 30 MHz | Bruit en mode différentiel de DC/DC | Condensateurs X/Y, filtrage d'entrée, optimisation de la disposition des PCB |
| Immunité ESD | Événements transitoires | Mauvais chemin de mise à la terre/décharge | Diodes TVS, stratégie de liaison, joints conducteurs |
Deux packs avec des cellules identiques peuvent se comporter complètement différemment lors des tests CEM. La différence réside dans la conception de l’électronique et du câblage.
Tests de pré-conformité
Une analyse de pré-conformité est une première mesure CEM utilisant un analyseur de spectre et des antennes.
Ce n'est pas:
- Un substitut légal aux tests officiels
- Une attestation
C'est:
- Un outil de diagnostic pour détecter précocement les sources de bruit
- Un moyen rentable d’éviter des échecs coûteux en laboratoire
- Preuve critique pour votre dossier technique
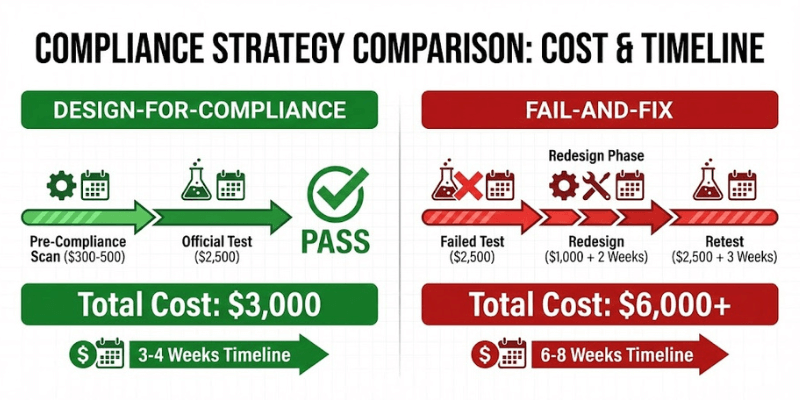
La réalité des coûts
Scénario 1 : Conception axée sur la conformité (succès du premier passage)
- Analyse de pré-conformité : 300 $ à 500 $
- Test de laboratoire officiel : 2 000 $ à 3 500 $
- Délai : 3 à 4 semaines
- Total : 3 000 $, un cycle
Scénario 2 : Échec et réparation (réalité typique)
- Test initial échoué : 2 500 $
- Refonte du PCB/BMS + nouveaux échantillons : 1 000 $ + 2 semaines
- Re-test en laboratoire : 2 500 $ + 3 semaines (plein tarif)
- Total : 6 000 $ + délai de 6 à 8 semaines
Le test à 2 500 $ qui tue votre lancement à 200 000 $.
Liste de contrôle de pré-conformité
ÉTAPE 1 : DÉFINIR LE PRODUIT
- Modèle exact du BMS et version du firmware
- Longueurs et acheminement des câbles (tels qu'installés)
- Matériau du boîtier et stratégie de mise à la terre
- Connecteurs et interfaces externes
- Modes de fonctionnement (charge, décharge, veille, communication)
ÉTAPE 2 : IDENTIFIER LES NORMES APPLICABLES
- Environnement prévu (résidentiel vs industriel)
- Norme CEM : EN 61000-6-3 (résidentiel) ou EN 61000-6-4 (industriel)
- Norme de sécurité : EN 62133-2 (niveau système)
- Exigences du règlement européen sur les batteries (voir partie 4)
ÉTAPE 3 : EXAMEN DE LA CONCEPTION INGÉNIERIE
- Noeuds de commutation BMS identifiés
- Self de mode commun spécifiée ou espace réservé
- Analyse des chemins de retour des câbles
- Évaluation de la sécurité du condensateur Y (si utilisé)
- Stratégie de liaison du boîtier documentée
ÉTAPE 4 : ANALYSE DE PRÉCONFORMITÉ
- Test avec des longueurs de câble réelles (pas de configuration optimisée en laboratoire)
- Documenter la configuration la plus défavorable
- Configuration du test de photographie
- Enregistrer les fréquences défaillantes
- Estimer la marge par rapport aux limites
ÉTAPE 5 : PRÉPARATION DE LA DOCUMENTATION
- Créer une structure de dossiers de fichiers techniques (voir partie 4)
- Projet d'instructions d'installation
- Définir les limites de longueur de câble pour les utilisateurs finaux
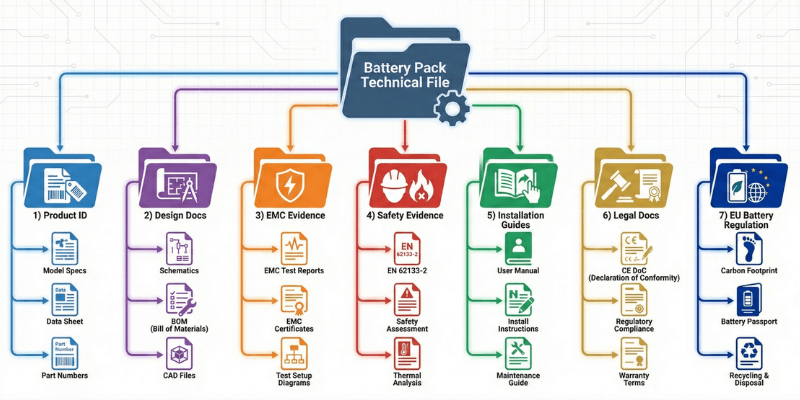
Le dossier technique
Lorsque la surveillance du marché ou un client OEM demande des preuves de conformité, vous avez besoin d'un dossier technique au niveau du pack.
1. Identification du produit
- Numéro de modèle et matrice de variantes
- Tension nominale, capacité, puissance
- Utilisation prévue et classification de l'environnement
2. Documentation de conception
- Schémas (mettre en évidence les composants de filtrage EMI)
- Notes de disposition du PCB (traces critiques, mise à la terre)
- Nomenclature (BOM) avec légendes de pièces CEM
- Dessins du boîtier et stratégie de liaison
3. Preuve CEM
- Résumé de l'analyse de pré-conformité avec photos
- Rapports de tests CEM officiels (EN 61000-6-1 et -6-3)
- Documentation sur la configuration des tests
- Analyse de la marge (à quel point les limites sont-elles proches)
4. Preuves de sécurité
- Tests de sécurité au niveau du système (EN 62133-2)
- Évaluation des risques (y compris une mauvaise utilisation prévisible)
- Tests d'abus thermiques, mécaniques et électriques
5.Installation & Utiliser
- Manuel d'utilisation lié à la configuration testée
- Limites de longueur de câble
- Exigences de mise à la terre
- Étiquettes d'avertissement
6. Documents juridiques
- Déclaration de conformité UE (DoC)
- Signé par le fabricant légal
- Répertorie toutes les directives et normes appliquées
7. Conformité à la réglementation européenne sur les batteries
- Déclarations de substances RoHS/REACH
- Données sur l'empreinte carbone (pour les secteurs industriels/VE) >2 kWh)
- Dossiers de diligence raisonnable de la chaîne d’approvisionnement
- Préparation du passeport batterie (échéance 2027 approche)
Source officielle : 📄 Règlement UE sur les batteries (UE) 2023/1542 (EUR-Lex)
Le paysage réglementaire de l’UE à l’horizon 2026
Le règlement européen sur les batteries (2023/1542) n'est plus “planification future.”
Exigences clés désormais actives ou en augmentation :
| Exigence | S'applique à | Statut 2026 |
| Déclaration d'empreinte carbone | Batteries industrielles/VE >2 kWh | Montée en puissance (vérifier les actes délégués) |
| Diligence raisonnable en matière de chaîne d’approvisionnement | Approvisionnement en lithium, cobalt, nickel | En vigueur |
| Étiquetage & Codes QR | Toutes les catégories | Obligatoire |
| Passeport de batterie (numérique) | Batteries industrielles/VE | échéance 2027 |
Ce que cela signifie pour vous
- “Documents hérités” n'est plus accepté
- Vous devez démontrer une conformité spécifique à l’UE
- Les dossiers techniques sont audités, pas seulement classés
- Commencez dès maintenant à créer une architecture de données de passeport de batterie
Conclusion
La conformité EMC ne se limite pas à une simple case à cocher. C'est la preuve que votre ingénierie est solide.
Les échecs de certification se produisent lorsque les équipes considèrent EMC comme un “problème de laboratoire” au lieu d'une exigence de conception.
Le chemin fiable :
- Définissez votre produit et votre environnement dès le début
- Concevoir le filtrage et la mise à la terre dans le BMS
- Exécuter des analyses de pré-conformité pendant le prototypage
- Construisez un dossier technique complet au fur et à mesure
- Réservez le test de laboratoire officiel en toute confiance
Ne laissez pas un test à 2 500 $ tuer le lancement de votre produit à 200 000 $.
FAQ
Si mes cellules disposent de rapports CEI/EN 62133, ai-je quand même besoin de tests CEM pour le pack ?
Oui. Les rapports de cellule couvrent la sécurité des composants (incendie, explosion). Ils ne couvrent pas les émissions électromagnétiques ni l’immunité au niveau du pack. Un pack avec un BMS actif est légalement un “appareil” exigeant sa propre conformité CEM en vertu de la directive 2014/30/UE.
Quelle est la principale raison pour laquelle les blocs-batteries personnalisés échouent aux tests CEM ?
Bruit de mode commun provenant de la commutation BMS. Les changements rapides de tension dans les MOSFET créent un bruit haute fréquence qui se couple aux câbles CC, qui agissent alors comme des antennes. Cela provoque des pannes d'émissions rayonnées dans la bande de 30 MHz. – Plage de 1 GHz, violant généralement les limites de la norme EN 61000-6-3.
Combien coûtent les tests CEM des batteries en 2026 ?
2 000 $ à 3 500 $ USD pour un test complet d'émissions EN 61000-6-3 dans un laboratoire accrédité. Si vous échouez et devez refaire le test, les laboratoires facturent généralement à nouveau la totalité des frais, auxquels s'ajoutent des frais de refonte (~ 1 000 $) et 6 à 8 semaines de retard du projet.
Les analyses de pré-conformité peuvent-elles remplacer les tests EMC officiels ?
Non. Les analyses de pré-conformité sont des outils de diagnostic technique et non des preuves de conformité légale. Cependant, ils sont essentiels pour identifier les problèmes de bruit avant de payer pour des tests de laboratoire officiels, augmentant ainsi considérablement les taux de réussite au premier passage.
Quelle norme CEM dois-je utiliser ? EN 61000-6-3 ou EN 61000-6-4 ?
Cela dépend de l'environnement prévu. La norme EN 61000-6-3 s'applique aux environnements résidentiels/commerciaux/industriels légers (le plus courant pour les blocs-batteries). La norme EN 61000-6-4 concerne uniquement les environnements industriels lourds. Documentez la classification de votre environnement et consultez votre laboratoire de test pour confirmer.
Les câbles blindés garantissent-ils une réussite CEM ?
Non. Le blindage ne fonctionne que lorsque les chemins de terminaison, de liaison et de retour sont correctement conçus. Une mauvaise terminaison du blindage peut parfois aggraver les émissions.