







I produttori di apparecchiature marine spesso considerano l'IP68 come la prova definitiva della sicurezza di una batteria nell'acqua di mare. Tuttavia, i risultati sul campo reali di eFoil, ROV e piattaforme marine lo dimostrano Classificazioni IP non raccontare tutta la storia.
Nelle applicazioni marine, l'affidabilità è fondamentalmente determinata dal comportamento della batteria rispetto a fattori critici:
- Cicli termici e shock termici
- Vibrazioni e sollecitazioni meccaniche
- Pulizie marine e lavaggi a pressione
- Integrità della tenuta a lungo termine e bilanciamento della pressione interna
- Esposizione al sale e percorsi di guasto interni nascosti
Per 12V a Pacchi batterie da 96 V, dove sicurezza, coerenza e ciclo vitale L’affidabilità rimane essenziale, l’invasatura e l’incapsulamento dovrebbero essere trattati come un sistema di affidabilità completo piuttosto che come una fase di impermeabilizzazione di base.
Questa guida ai pilastri spiega i percorsi di guasto più comuni legati all'invasamento che vediamo nelle osservazioni di smontaggio, come si sviluppano tipicamente e come Holo Battery affronta la prevenzione attraverso il controllo del processo e le prove di convalida che puoi esaminare durante la valutazione del fornitore.
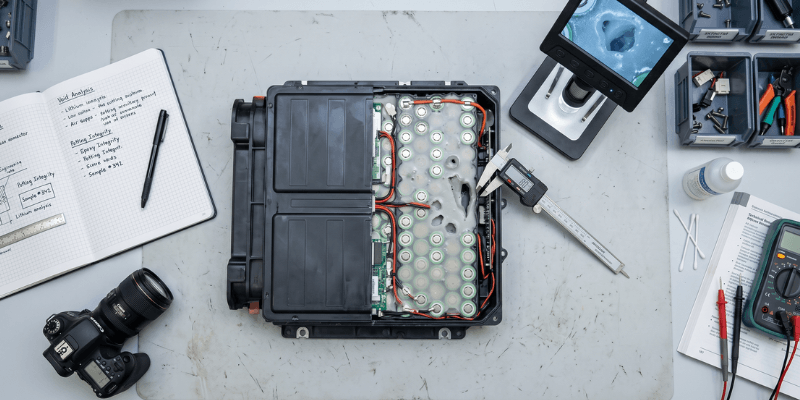
Cosa abbiamo osservato nelle prove di smontaggio
Tra il 2024 e il 2025, gli ingegneri di Holo Battery hanno analizzato oltre 300 guasti pacchi batteria marini da molteplici fornitori globali, che spaziano da tavole da surf elettriche, scooter subacquei e veicoli subacquei autonomi. In particolare, tutti questi pacchetti riportavano una dichiarazione ufficiale IP68.
Durante le nostre osservazioni sugli smontaggi, abbiamo notato ripetutamente che i guasti erano spesso associati a una combinazione di tre fattori principali:
- Degrado del percorso di sigillatura
- BMS e problemi elettrici
- Fattori di affidabilità del processo di incapsulamento e impregnazione, tra cui il rischio di vuoto, il comportamento di polimerizzazione, la durabilità del legame dell'interfaccia e l'equilibrio della pressione
Un punto fondamentale da ricordare è questo. Questo articolo si concentra sui modelli osservati nei campioni di smontaggio. La correlazione non equivale a una causa universale per ogni unità. Tuttavia, questi modelli sono molto utili per i team di approvvigionamento e di ingegneria perché evidenziano le variabili di processo specifiche che hanno maggiori probabilità di influenzare l'affidabilità a lungo termine.
Perché la diagnosi non è sufficiente
Un fornitore forte può spiegare cosa va storto. Un partner veramente affidabile deve anche spiegare come lo previene in produzione e come lo dimostra.
Ecco perché questa guida è costruita su un quadro coerente:
Problem → The Holo Battery Approach → Validation Evidence You Can Request and Review
After reading this page, you should be able to answer the internal question every CTO and procurement manager asks:
“We understand the failure modes, but how do we actually solve them in production, and what evidence can we evaluate?”
The 6 Most Common Potting Failure Paths
Failure Mode 1: Thermal Trapping (Heat Cannot Exit Reliably)
Il problema
Quando l'invasatura limita il flusso di calore o quando l'accoppiamento termico non è coerente, le temperature interne possono aumentare più del previsto durante il funzionamento a carico elevato. Temperature interne elevate possono accelerare i meccanismi di invecchiamento e aumentare la probabilità di eventi di protezione precoci. In alcuni casi, potrebbe sembrare un guasto elettrico anche quando il comportamento termico è un fattore importante.
L'approccio della batteria olografica
Trattiamo il design dell'invasatura come un sistema attivo di gestione del calore. Selezioniamo materiali di invasatura adatti per un accoppiamento termico stabile, implementiamo una rigorosa ripetibilità del processo per mantenere percorsi termici coerenti tra i lotti e progettiamo la geometria di incapsulamento attorno alle fonti di calore e ai punti caldi interni.
Prove di convalida
Allineiamo la convalida ai tuoi criteri di accettazione. Ciò include in genere controlli funzionali dopo l'incapsulamento, verifica della temperatura adatta al profilo di lavoro e prove dell'integrità della sigillatura per garantire che l'incapsulamento non crei nuovi percorsi di rischio di affidabilità nel tempo.
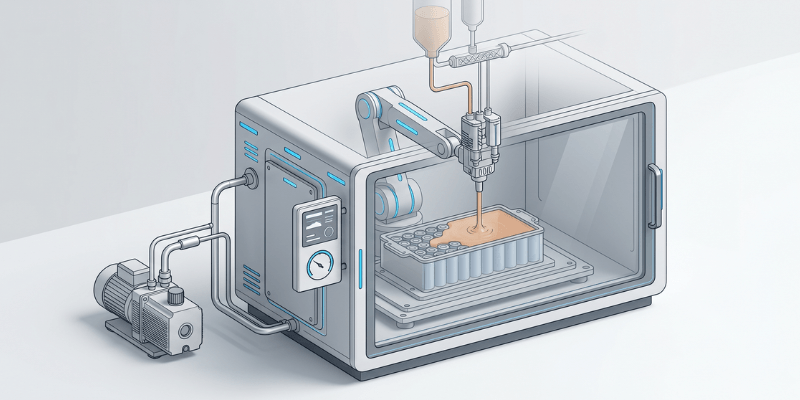
Modalità di fallimento 2: vuoti e porosità (punti deboli nascosti)
Il problema
Vuoti e porosità possono rimanere nascosti all'interno dell'incapsulamento quando l'aria rimane intrappolata durante le fasi di miscelazione ed erogazione o quando le regioni interne critiche non sono completamente bagnate. I microvuoti potrebbero non collassare immediatamente, ma l’esposizione continua a vibrazioni, cicli termici e cambiamenti di pressione può trasformarli in concentratori di stress localizzati. Nel tempo, ciò può ridurre l'integrità meccanica e aumentare la probabilità di comportamenti legati alle perdite.
L'approccio della batteria olografica
Riduciamo il rischio di vuoto evitabile attraverso pratiche di incapsulamento altamente controllate. Ciò comporta una miscelazione e un'erogazione disciplinate, l'eliminazione dell'intrappolamento incontrollato di aria nelle regioni critiche e controlli di processo che diano priorità a una copertura coerente.
Prove di convalida
Poiché i vuoti sono solitamente invisibili dall'esterno, la prova più pratica per i team di approvvigionamento include la verifica dell'integrità dell'intero pacchetto, ad esempio test di tenuta all'aria o di tenuta, oltre alla verifica post-incapsulamento in linea con i controlli di QA.
Modalità di guasto 3: stress meccanico e mancata corrispondenza CTE (stress generato sulle interfacce)
Il problema
I pacchi batteria contengono più materiali che si espandono e si contraggono a velocità diverse durante il funzionamento. Se l’invasatura diventa troppo rigida, lo stress può concentrarsi fortemente sulle interfacce interne. Ciò può creare punti deboli che interessano i giunti di saldatura del PCB, i connettori delicati e le regioni di collegamento della resina con l'involucro. Nel corso del tempo, il degrado meccanico può manifestarsi come guasti elettrici o guasti legati alla tenuta.
L'approccio della batteria olografica
Ci concentriamo sulla compatibilità del design. Selezioniamo sistemi di incapsulamento con comportamento meccanico appropriato per le vibrazioni marine, progettiamo coperture invasate per supportare componenti incorporati senza creare punti di stress fragili e convalidiamo l'integrità finale come parte fondamentale delle prove fornite.
Prove di convalida
Richiedi la verifica funzionale post-incapsulamento, i controlli di robustezza meccanica abbinati ai cicli di lavoro marino e la verifica completa dell'integrità una volta completato l'intero processo di costruzione.
Modalità di fallimento 4: rischio di cura esotermica (la produzione di calore è importante)
Il problema
L'invasatura è un processo di polimerizzazione termoindurente. Sezioni spesse e cicli di polimerizzazione rapidi possono produrre un notevole calore esotermico. Se queste condizioni vengono lasciate incontrollate, le regioni interne possono sperimentare temperature elevate che potrebbero influire sulla salute iniziale della batteria e sulla stabilità a lungo termine a seconda della chimica e del profilo di esposizione.
L'approccio della batteria olografica
Gestiamo attentamente il comportamento di polimerizzazione dell'incapsulamento attraverso una strategia di polimerizzazione, una disciplina di produzione consapevole della temperatura e garantendo che i componenti interni rimangano entro le condizioni di sicurezza definite dal programma.
Prove di convalida
Puoi valutarlo richiedendo i registri di tracciabilità del processo di polimerizzazione, ove appropriato, controlli post-essiccazione allineati ai tuoi criteri di accettazione e la verifica dell'integrità generale all'interno del pacchetto di prove della confezione finale consegnata.
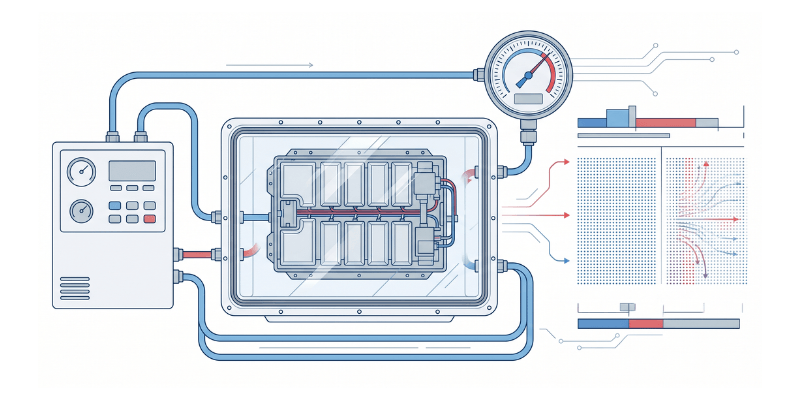
Modalità di guasto 5: aumento della pressione del gas e sollecitazione della tenuta (bilanciamento della pressione nella vita reale)
Il problema
I sistemi al litio possono generare gas in traccia durante i cicli intensi. Se la progettazione del pacco e la strategia di tenuta non gestiscono adeguatamente l'equilibrio della pressione interna, le tenute interne possono essere sottoposte a stress ripetuti man mano che le condizioni cambiano con i cicli di temperatura e la variazione della pressione marina. Nel corso dei mesi, ciò può degradare l’integrità ambientale.
L'approccio della batteria olografica
Costruiamo l'affidabilità della sigillatura attorno all'integrità dell'intera confezione. Progettiamo l'incapsulamento in modo tale che le fluttuazioni della pressione interna non sottopongano continuamente a sollecitazione le guarnizioni primarie e convalidiamo con prove di tenuta all'aria che riflettono l'effettiva confezione consegnata.
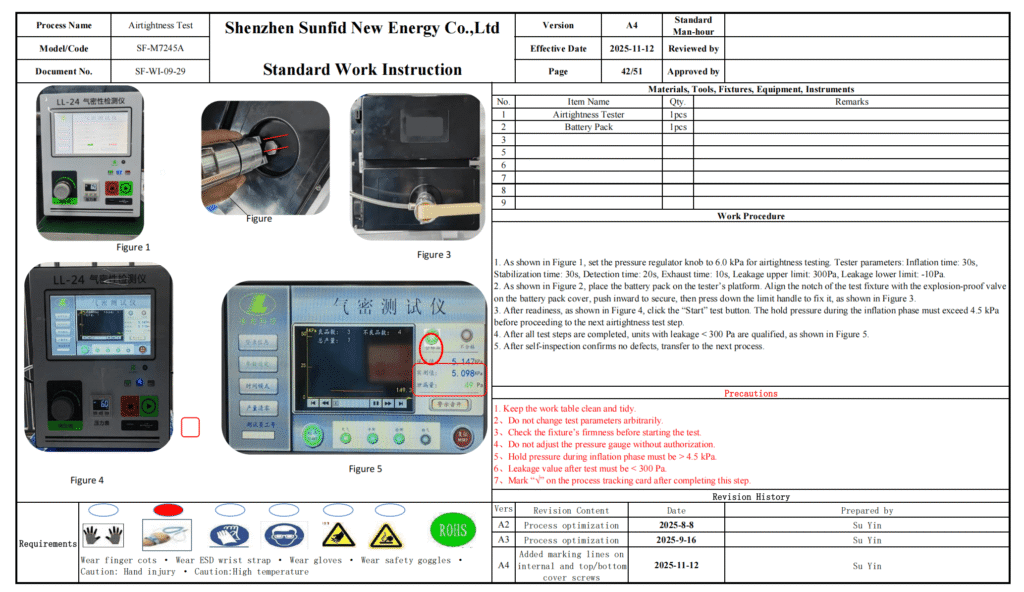
Prova di convalida (rapporto sull'ermeticità dell'intero pacchetto)
Questo è uno dei nostri maggiori vantaggi rivolti al cliente. Per i pacchi batterie marini, eseguiamo test di tenuta all'aria sull'intero pacco. I risultati sono documentati in un formato di rapporto di test altamente leggibile adatto alla revisione interna del QA.
Una tipica istruzione di lavoro include:
- configurazione di prova utilizzando un'impostazione di pressione definita
- inflazione controllata e tempi di stabilizzazione
- criteri chiari di superamento o di fallimento basati sul comportamento delle perdite misurate
- prove registrate dei test a livello di unità
I parametri esatti possono variare in base alla geometria dell'involucro e ai criteri di accettazione concordati, ma il punto chiave rimane. Riceverai prove dell'integrità dell'intero pacchetto che i tuoi team di approvvigionamento e QA potranno esaminare direttamente.
Modalità di fallimento 6: delaminazione e ingresso capillare (l'acqua trova un percorso)
Il problema
Se l'adesione della resina all'alloggiamento non è affidabile, possono formarsi micro-gap durante il ciclo termico. Una volta che esiste uno spazio vuoto, l'acqua può migrare lungo le interfacce attraverso l'azione capillare. In termini di affidabilità, ciò può aggirare la barriera di protezione prevista e aumentare la possibilità di raggiungere terminali interni sensibili.
L'approccio della batteria olografica
Garantiamo l'affidabilità dell'interfaccia attraverso una rigorosa disciplina di preparazione della superficie e una strategia di esecuzione dell'incapsulamento progettata per preservare la durabilità dell'incollaggio in caso di forti sollecitazioni marine.
Prove di convalida
Request evidence that interface integrity remains stable through whole pack airtightness validation and any required post-encapsulation checks.
Our Validation Approach for 12V to 96V Marine Packs
As a B2B partner, we prioritize validation evidence that supports real supplier evaluation and internal QA protocols.
- Verifica dell'ermeticità dell'intero pacco
Forniamo un rapporto leggibile dal cliente che documenta il metodo di prova, l'impostazione della pressione, i criteri di perdita e le prove di prova registrate per unità. Ciò aiuta i team di procurement a muoversi più velocemente perché elimina la necessità di tradurre vaghe affermazioni dei fornitori in una logica interna attuabile. - Pacchetto Documentazione e Tracciabilità
Strutturiamo le nostre prove in modo che i team di approvvigionamento e di ingegneria possano correlare l'unità consegnata al processo definito, esaminare i risultati dei test con sicurezza e supportare gli audit interni senza congetture. - Convalida aggiuntiva dipendente dal progetto
A seconda del programma, possiamo estendere la convalida per includere controlli elettrici e funzionali avanzati dopo l'incapsulamento per soddisfare i vostri esatti requisiti di approvazione.
Cosa puoi aspettarti di ricevere
Per semplificare la valutazione, ecco cosa puoi aspettarti in genere come parte di un programma di affidabilità dell'incapsulamento basato sull'evidenza:
- Rapporto sul test di tenuta/perdita dell'intera confezione (leggibile dal cliente): metodo di prova, impostazione della pressione, sequenza temporale, valore di perdita e risultato positivo o negativo e prova della registrazione del test a livello di unità
- Pacchetto di prove a supporto della revisione QA: documentazione e tracciabilità che consentono audit interni e confronto con i fornitori
- Ambito di convalida allineato al programma: controlli aggiuntivi basati sui criteri di accettazione e sui requisiti di approvazione (ad esempio verifica della sicurezza elettrica dopo l'incapsulamento, quando richiesto)
Lista di controllo per l'audit dei fornitori (edizione CTO e approvvigionamento)
Utilizza questa lista di controllo durante la prossima valutazione del fornitore. Se il tuo attuale fornitore esita su più di un articolo, è un forte indicatore del fatto che potresti acquistare speranza invece di affidabilità garantita.
- Prova dell'integrità dell'intera confezione: Possono fornire un rapporto leggibile dal cliente sull'ermeticità dell'intera confezione o sul test di tenuta con i dettagli del metodo e i risultati registrati?
- Tracciabilità del processo: Possono dimostrare le fasi di incapsulamento controllato attraverso istruzioni di lavoro e record batch?
- Convalida di fine linea: Verificano la completa integrità dopo l'incapsulamento e le fasi finali di costruzione, anziché solo nelle prime fasi di produzione?
- Allineamento del rischio alle modalità di guasto marino: Sono competenti nel discutere le modalità di guasto che contano nell'implementazione marina, come il comportamento termico, il rischio di vuoti, la durabilità dell'interfaccia e l'equilibrio della pressione?
- Capacità di adattamento: Possono adattare la loro strategia di invasatura e l'ambito di convalida alla geometria del tuo recinto e al ciclo di lavoro marino?
Se vuoi una regola pratica. Se mancano prove di integrità, porre domande tecniche più approfondite spesso diventa difficile perché non esiste una base di riferimento affidabile da valutare.
FAQ
Testi l'intera confezione o solo una parte?
Testiamo l'intero pacchetto. Ci concentriamo sulla verifica dell'integrità della sigillatura dell'intero pacco perché i guasti marini reali in genere hanno origine dalla struttura effettiva consegnata, non da regioni isolate.
Possiamo utilizzare il vostro rapporto sull'ermeticità per la QA interna o per l'audit dei fornitori?
SÌ. Forniamo un rapporto di test completamente documentato che i team di procurement e QA possono rivedere e utilizzare direttamente.
Cosa include generalmente il rapporto?
In genere include il riferimento al metodo di prova, la configurazione specifica della pressione e la sequenza temporale, il valore di perdita finale e la prova registrata di superamento o fallimento del test per quella specifica unità.
I criteri di superamento e fallimento sono fissi?
I criteri di accettazione sono allineati ai requisiti di accettazione concordati del programma. Durante il kickoff, esaminiamo i tuoi requisiti e adattiamo di conseguenza l'ambito di convalida.
Come gestite i diversi design dei pacchi da 12 V a 96 V?
Valutiamo la strategia di sigillatura e incapsulamento ottimale in base alla geometria dell'involucro, alle posizioni dei connettori, ai confini dell'incapsulamento e al profilo di servizio operativo prima di proporre un piano di convalida personalizzato.
Conclusione
Una classificazione IP68 è un utile riferimento. Per le reali implementazioni marine, tuttavia, la vera affidabilità dipende da come l'invasatura e la sigillatura si comportano insieme in condizioni di stress combinato come comportamento termico, shock meccanico, ambiente marino a lungo termine e equilibrio della pressione interna.
Holo Battery costruisce l'affidabilità dell'incapsulamento attorno a un rigoroso controllo del processo e alla verifica dell'integrità dell'intero pacchetto. Forniamo prove chiare che i CTO e i team di approvvigionamento possono rivedere, riutilizzare internamente e sfruttare le decisioni critiche sull'audit dei fornitori.
Se il tuo obiettivo è ridurre i guasti sul campo marino e abbreviare i cicli di approvvigionamento, la tua ingegneria di invasatura deve essere convalidata in modo tangibile anziché semplicemente commercializzata.