







Les fabricants d’équipements marins considèrent souvent l’IP68 comme la preuve finale qu’un bloc-batterie est sans danger dans l’eau de mer. Cependant, les retours sur le terrain réels des plates-formes eFoil, ROV et marines montrent que Notes IP ne racontez pas toute l’histoire.
Dans les applications marines, la fiabilité dépend fondamentalement du comportement du bloc-batterie en fonction de facteurs critiques :
- Cyclisme de température et chocs thermiques
- Vibrations et contraintes mécaniques
- Nettoyage marin et lavages sous pression
- Intégrité du joint à long terme et équilibre de la pression interne
- Exposition au sel et voies de défaillance internes cachées
Pour 12V à Batteries 96 V, où la sécurité, la cohérence et cycle de vie la fiabilité reste essentielle, l'enrobage et l'encapsulation doivent être traités comme un système de fiabilité complet plutôt que comme une étape d'imperméabilisation de base.
Ce guide principal explique les chemins de défaillance liés à l'empotage les plus courants que nous observons dans les observations de démontage, comment ils se développent généralement et comment Holo Battery aborde la prévention grâce au contrôle des processus et aux preuves de validation que vous pouvez examiner lors de l'évaluation des fournisseurs.
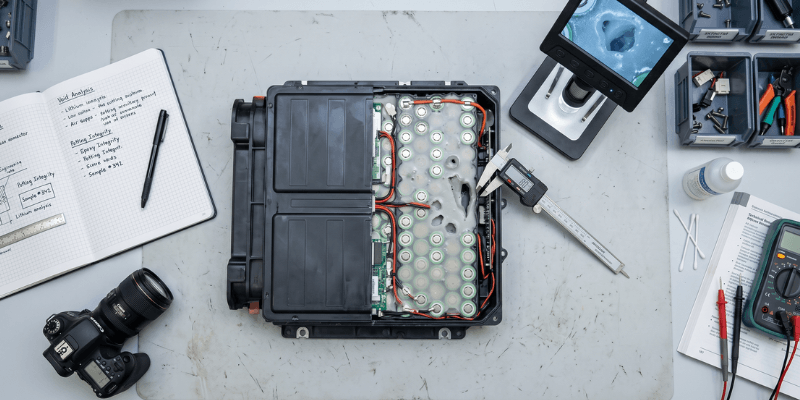
Ce que nous avons observé dans les preuves de démontage
Entre 2024 et 2025, les ingénieurs de Holo Battery ont analysé plus de 300 pannes paquets de batteries marines auprès de plusieurs fournisseurs mondiaux, couvrant les planches de surf électriques, les scooters de plongée et les véhicules sous-marins autonomes. Notamment, tous ces packs portaient une revendication officielle IP68.
Au cours de nos observations de démontage, nous avons constaté à plusieurs reprises que les échecs étaient souvent associés à une combinaison de trois facteurs principaux :
- Dégradation du chemin d’étanchéité
- Problèmes BMS et électriques
- Facteurs de fiabilité des processus d'encapsulation et d'enrobage, notamment le risque de vide, le comportement au durcissement, la durabilité de la liaison d'interface et l'équilibre des pressions
Un point clé à retenir est le suivant. Cet article se concentre sur les modèles observés dans les échantillons de démontage. La corrélation n’équivaut pas à une cause universelle pour chaque unité. Cependant, ces modèles sont très utiles pour les équipes d'approvisionnement et d'ingénierie, car ils mettent en évidence les variables de processus spécifiques les plus susceptibles d'affecter la fiabilité à long terme.
Pourquoi diagnostiquer ne suffit pas
Un fournisseur solide peut expliquer ce qui ne va pas. Un partenaire véritablement fiable doit également expliquer comment il l'empêche en production et comment il le prouve.
C’est pourquoi ce guide est construit sur un cadre cohérent :
Problem → The Holo Battery Approach → Validation Evidence You Can Request and Review
After reading this page, you should be able to answer the internal question every CTO and procurement manager asks:
“We understand the failure modes, but how do we actually solve them in production, and what evidence can we evaluate?”
The 6 Most Common Potting Failure Paths
Failure Mode 1: Thermal Trapping (Heat Cannot Exit Reliably)
Le problème
Lorsque l'enrobage limite le flux de chaleur ou lorsque le couplage thermique est incohérent, les températures internes peuvent augmenter plus que prévu lors d'un fonctionnement à charge élevée. Des températures internes élevées peuvent accélérer les mécanismes de vieillissement et augmenter la probabilité d’événements de protection précoces. Dans certains cas, cela peut ressembler à une panne électrique même lorsque le comportement thermique est un contributeur majeur.
L’approche de la batterie Holo
Nous traitons la conception d’empotage comme un système de gestion active de la chaleur. Nous sélectionnons des matériaux d'enrobage adaptés à un couplage thermique stable, mettons en œuvre une répétabilité stricte des processus pour maintenir des chemins thermiques cohérents entre les lots et concevons une géométrie d'encapsulation autour des sources de chaleur et des points chauds internes.
Preuve de validation
Nous alignons la validation sur vos critères d’acceptation. Cela comprend généralement des contrôles fonctionnels après l'encapsulation, une vérification de la température adaptée à votre profil de service et des preuves de l'intégrité de l'étanchéité pour garantir que l'encapsulation ne crée pas de nouvelles voies de risque de fiabilité au fil du temps.
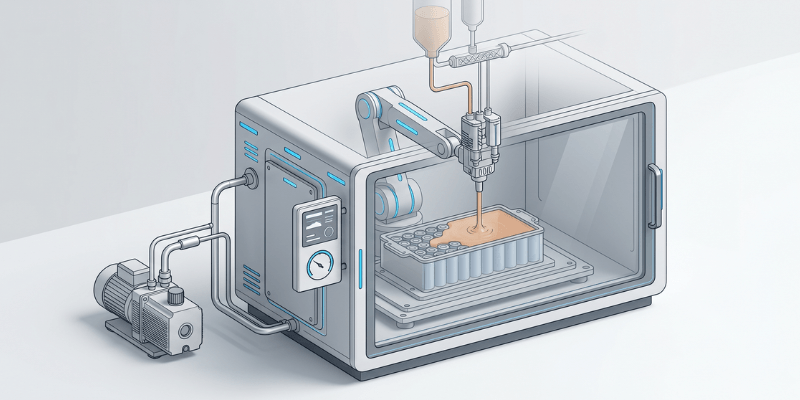
Mode de défaillance 2 : vides et porosité (points faibles cachés)
Le problème
Les vides et la porosité peuvent rester cachés à l'intérieur de l'encapsulation lorsque l'air est emprisonné pendant les phases de mélange et de distribution ou lorsque les régions internes critiques ne sont pas complètement mouillées. Les micro-vides peuvent ne pas échouer immédiatement, mais une exposition continue aux vibrations, aux cycles thermiques et aux changements de pression peuvent les transformer en concentrateurs de contraintes localisés. Au fil du temps, cela peut réduire l’intégrité mécanique et augmenter la probabilité de comportements liés aux fuites.
L’approche de la batterie Holo
Nous réduisons les risques de vides évitables grâce à des pratiques d’encapsulation hautement contrôlées. Cela implique un mélange et une distribution disciplinés, l'élimination de l'entraînement d'air incontrôlé dans les régions critiques et des contrôles de processus qui donnent la priorité à une couverture constante.
Preuve de validation
Étant donné que les vides sont généralement invisibles de l'extérieur, les preuves les plus pratiques pour les équipes d'approvisionnement comprennent la vérification de l'intégrité de l'ensemble de l'emballage, comme des tests d'étanchéité ou de fuite, ainsi qu'une vérification post-encapsulation alignée sur vos portes d'assurance qualité.
Mode de défaillance 3 : contrainte mécanique et décalage CTE (accumulation de contraintes aux interfaces)
Le problème
Les blocs-batteries contiennent plusieurs matériaux qui se dilatent et se contractent à des rythmes différents pendant le fonctionnement. Si l’empotage devient trop rigide, les contraintes peuvent se concentrer fortement sur les interfaces internes. Cela peut créer des points faibles affectant les joints de soudure des PCB, les connecteurs délicats et les régions de liaison résine-boîtier. Au fil du temps, la dégradation mécanique peut se manifester par des défauts électriques ou des défaillances liées à l’étanchéité.
L’approche de la batterie Holo
Nous nous concentrons sur la compatibilité de conception. Nous sélectionnons des systèmes d'encapsulation ayant un comportement mécanique approprié aux vibrations marines, concevons une couverture d'enrobage pour prendre en charge les composants intégrés sans créer de points de contrainte fragiles et validons l'intégrité finale en tant qu'élément essentiel des preuves fournies.
Preuve de validation
Demandez une vérification fonctionnelle post-encapsulation, des contrôles de robustesse mécanique adaptés aux cycles de service marins et une vérification complète de l'intégrité une fois le processus de construction complet terminé.
Mode de défaillance 4 : risque de guérison exothermique (la chaleur de fabrication compte)
Le problème
L'empotage est un processus de durcissement thermodurci. Les sections épaisses et les cycles de durcissement rapides peuvent produire une chaleur exothermique importante. Si ces conditions ne sont pas contrôlées, les régions internes peuvent connaître des températures élevées qui peuvent avoir un impact sur la santé précoce de la batterie et sa stabilité à long terme en fonction de la chimie et du profil d'exposition.
L’approche de la batterie Holo
Nous gérons étroitement le comportement de durcissement de l'encapsulation grâce à une stratégie de durcissement, une discipline de fabrication tenant compte de la température et en veillant à ce que les composants internes restent dans les conditions de sécurité définies par le programme.
Preuve de validation
Vous pouvez évaluer cela en demandant des journaux de traçabilité du processus de durcissement, le cas échéant, des contrôles post-durcissement alignés sur vos critères d'acceptation et une vérification globale de l'intégrité dans le paquet de preuves final livré.
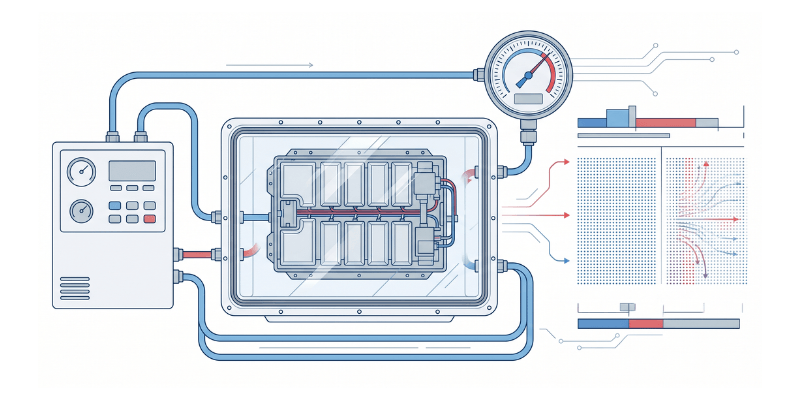
Mode de défaillance 5 : augmentation de la pression du gaz et contrainte d'étanchéité (équilibre de pression dans la vie réelle)
Le problème
Les systèmes au lithium peuvent générer des traces de gaz lors de cycles intenses. Si la conception du pack et la stratégie d'étanchéité ne gèrent pas correctement l'équilibre de la pression interne, les joints internes peuvent être confrontés à des contraintes répétées à mesure que les conditions changent avec les cycles de température et la variation de la pression marine. Au fil des mois, cela peut dégrader l’intégrité de l’environnement.
L’approche de la batterie Holo
Nous construisons la fiabilité de l’étanchéité autour de l’intégrité de l’ensemble de l’emballage. Nous concevons l'encapsulation de telle sorte que les fluctuations de pression interne ne sollicitent pas continuellement les joints primaires, et nous validons avec des preuves d'étanchéité à l'air qui reflètent l'emballage réellement livré.
Preuve de validation (rapport d'étanchéité à l'air de l'ensemble)
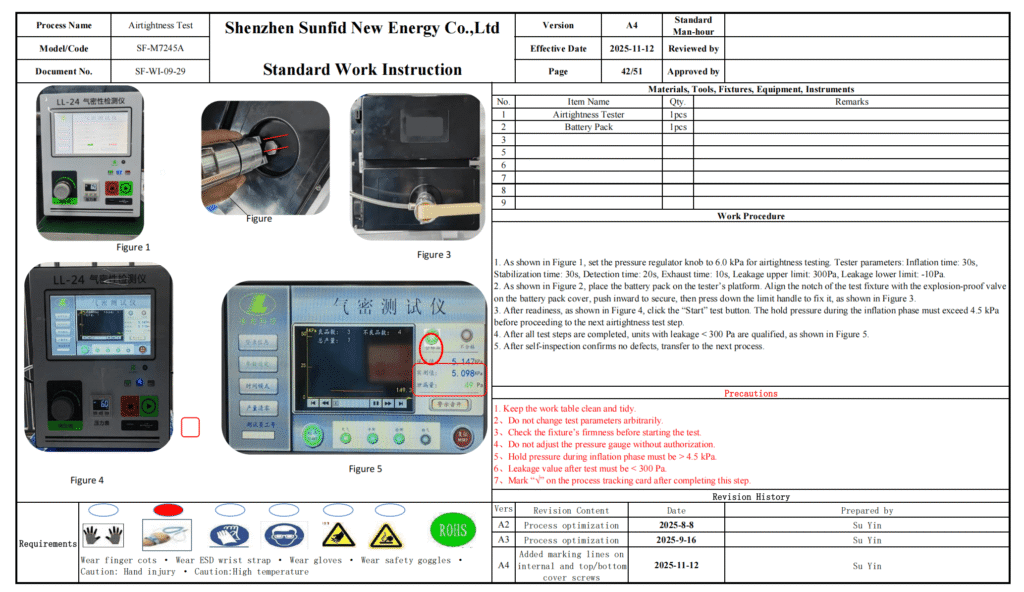
Il s’agit de l’un de nos plus grands avantages face aux clients. Pour les packs de batteries marines, nous effectuons des tests d’étanchéité à l’air sur l’ensemble du pack. Les résultats sont documentés dans un format de rapport de test très lisible, adapté à l'examen interne de l'assurance qualité.
Une instruction de travail typique comprend :
- configuration de test utilisant un réglage de pression défini
- inflation maîtrisée et calendrier de stabilisation
- critères de réussite ou d'échec clairs basés sur le comportement de fuite mesuré
- preuve du dossier de test au niveau unitaire
Les paramètres exacts peuvent varier en fonction de la géométrie du boîtier et des critères d'acceptation convenus, mais le point clé demeure. Vous recevez des preuves complètes de l’intégrité du pack que vos équipes d’approvisionnement et d’assurance qualité peuvent examiner directement.
Mode de défaillance 6 : délaminage et pénétration capillaire (l'eau trouve un chemin)
Le problème
Si l'adhésion de la résine au boîtier n'est pas fiable, des micro-espaces peuvent se former lors du cycle thermique. Une fois qu’un espace existe, l’eau peut migrer le long des interfaces par action capillaire. En termes de fiabilité, cela peut contourner la barrière de protection prévue et augmenter les chances d'atteindre les terminaux internes sensibles.
L’approche de la batterie Holo
Nous garantissons la fiabilité de l’interface grâce à une discipline rigoureuse de préparation de surface et à une stratégie d’exécution d’encapsulation conçue pour préserver la durabilité de la liaison sous de fortes contraintes marines.
Preuve de validation
Request evidence that interface integrity remains stable through whole pack airtightness validation and any required post-encapsulation checks.
Our Validation Approach for 12V to 96V Marine Packs
As a B2B partner, we prioritize validation evidence that supports real supplier evaluation and internal QA protocols.
- Vérification de l'étanchéité à l'air de l'ensemble du paquet
Nous fournissons un rapport lisible par le client qui documente la méthode de test, la configuration de la pression, les critères de fuite et les preuves de test enregistrées par unité. Cela aide les équipes d’approvisionnement à agir plus rapidement, car cela élimine le besoin de traduire les vagues réclamations des fournisseurs en une logique interne exploitable. - Package de documentation et de traçabilité
Nous structurons nos preuves afin que les équipes d'approvisionnement et d'ingénierie puissent corréler l'unité livrée au processus défini, examiner les résultats des tests en toute confiance et prendre en charge les audits internes sans approximations. - Validation supplémentaire dépendante du projet
En fonction de votre programme, nous pouvons étendre la validation pour inclure des contrôles électriques et fonctionnels avancés après encapsulation afin de répondre exactement à vos exigences d'approbation.
Ce que vous pouvez vous attendre à recevoir
Pour faciliter l'évaluation, voici ce à quoi vous pouvez généralement vous attendre dans le cadre d'un programme de fiabilité d'encapsulation basé sur des preuves :
- Rapport de test d'étanchéité / d'étanchéité du pack complet (lisible par le client) : méthode de test, configuration de la pression, séquence de synchronisation, valeur de fuite et résultat de réussite ou d'échec, et preuve du dossier de test au niveau de l'unité
- Ensemble de preuves à l’appui de l’examen d’assurance qualité : documentation et traçabilité permettant les audits internes et la comparaison des fournisseurs
- Portée de validation alignée sur le programme : des contrôles supplémentaires basés sur vos critères d'acceptation et vos exigences d'approbation (par exemple, vérification de la sécurité électrique après encapsulation si nécessaire)
Liste de contrôle d'audit des fournisseurs (CTO et Procurement Edition)
Utilisez cette liste de contrôle lors de votre prochaine évaluation de fournisseur. Si votre fournisseur actuel hésite sur plus d’un article, c’est un indicateur fort que vous achetez peut-être de l’espoir plutôt qu’une fiabilité garantie.
- Preuve d’intégrité du paquet entier : Peuvent-ils fournir au client un rapport de test d'étanchéité ou d'étanchéité de l'ensemble du pack lisible avec les détails de la méthode et les résultats enregistrés ?
- Traçabilité des processus : Peuvent-ils démontrer les étapes d’encapsulation contrôlées au moyen d’instructions de travail et d’enregistrements de lots ?
- Validation de fin de ligne : Vérifient-ils l’intégrité totale après l’encapsulation et les étapes finales de construction, plutôt qu’au début des étapes de fabrication ?
- Alignement des risques sur les modes de défaillance maritime : Sont-ils capables de discuter des modes de défaillance importants dans le déploiement maritime, tels que le comportement thermique, le risque de vide, la durabilité de l'interface et l'équilibre des pressions ?
- Capacité d'adaptation : Peuvent-ils adapter leur stratégie d'empotage et leur portée de validation à la géométrie de votre enceinte et à votre cycle de service marin ?
Si vous voulez une règle pratique. S’il manque des preuves d’intégrité, il devient souvent difficile de poser des questions techniques plus approfondies, car il n’existe pas de référence fiable à évaluer.
FAQ
Testez-vous le pack entier ou seulement une partie ?
Nous testons l'ensemble du pack. Nous nous concentrons sur la vérification de l’intégrité du scellage de l’ensemble du paquet, car les défaillances maritimes réelles proviennent généralement de la véritable structure livrée et non de régions isolées.
Pouvons-nous utiliser votre rapport d’étanchéité à l’air pour l’assurance qualité interne ou l’audit des fournisseurs ?
Oui. Nous fournissons un rapport de test entièrement documenté que vos équipes d’approvisionnement et d’assurance qualité peuvent examiner et utiliser directement.
Que comprend généralement le rapport ?
Il comprend généralement la référence de la méthode de test, la configuration de pression spécifique et la séquence de synchronisation, la valeur de fuite finale et la preuve de réussite ou d'échec enregistrée pour cette unité spécifique.
Les critères de réussite et d’échec sont-ils fixes ?
Les critères d’acceptation sont alignés sur les exigences d’acceptation convenues de votre programme. Lors du lancement, nous examinons vos exigences et adaptons la portée de validation en conséquence.
Comment gérez-vous différentes conceptions de packs de 12 V à 96 V ?
Nous évaluons la stratégie optimale d'étanchéité et d'encapsulation en fonction de la géométrie de votre boîtier, de l'emplacement des connecteurs, des limites d'empotage et du profil de service opérationnel avant de proposer un plan de validation personnalisé.
Conclusion
Un indice IP68 est une référence utile. Cependant, pour les déploiements marins réels, la véritable fiabilité dépend de la façon dont l'enrobage et l'étanchéité fonctionnent ensemble sous des contraintes combinées telles que le comportement thermique, les chocs mécaniques, l'environnement marin à long terme et l'équilibre de pression interne.
Holo Battery renforce la fiabilité de l'encapsulation autour d'un contrôle strict des processus et d'une vérification de l'intégrité du pack complet. Nous fournissons des preuves claires que les CTO et les équipes d'approvisionnement peuvent examiner, réutiliser en interne et exploiter les décisions critiques d'audit des fournisseurs.
Si votre objectif est de réduire les défaillances du secteur maritime et de raccourcir les cycles d'approvisionnement, votre ingénierie d'enrobage doit être validée de manière tangible plutôt que simplement commercialisée.