







Les ingénieurs ne peuvent pas résoudre les problèmes invisibles. Améliorer batterie marine la fiabilité nécessite la destruction méthodique des unités défaillantes.
Entre 2024 et 2025, l’équipe médico-légale de Holo Battery a procédé au démontage systématique de 300 packs de batteries marines IP68 défaillantes provenant de fournisseurs mondiaux. Lors de nos observations de démontage, tous les packs que nous avons reçus présentaient un comportement de défaillance sur le terrain conforme à une utilisation marine.
Notes sur l'ensemble de données et les mesures : les fréquences et les fenêtres temporelles abordées dans cet article sont basées sur les modèles observés à partir de l'ensemble de données de démontage et doivent être traitées à titre indicatif. Toutes les déclarations de dimension de microscopie sont présentées sous forme d’observations d’ordre de grandeur issues d’un examen visuel, et non sous forme de mesures de précision. Ces observations exactes constituent le fondement empirique de notre Guide principal avancé d’ingénierie d’empotage.
Au lieu de s’appuyer sur des modèles de défaillance théoriques, notre équipe a cartographié les preuves physiques sous microscopie et imagerie électronique. Ce document fournit aux architectes matériels des données médico-légales directes concernant les défaillances liées à l'encapsulation, les voies d'infiltration de l'eau salée et les signaux de durée de vie typiques observés dans les systèmes électriques marins standard.
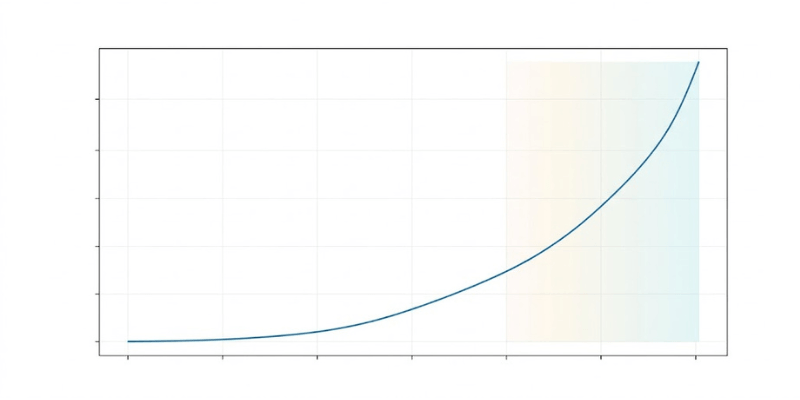
La courbe de mortalité sur 18 mois
L’analyse de l’ensemble de données de démontage a révélé un modèle chronologique distinct. La plupart des batteries eFoil et ROV survivent à la première année de fonctionnement. Les demandes de garantie sont souvent inférieures au cours des 12 premiers mois. Dans les cas que nous avons examinés, les défaillances se concentrent généralement sur une période de 14 à 18 mois.
Les tests IP68 standard utilisent des conditions de profondeur et de temps définies. Les tests statiques en laboratoire ne reproduisent pas entièrement les cycles de pression dynamiques, les chocs thermiques extrêmes et l’abrasion continue des cristaux de sel observés sur le terrain. Au fil du temps, le cyclage dynamique dégrade les systèmes d’empotage standards. Une fois que des voies de fissuration internes se forment dans la matrice de résine, l'intrusion d'eau salée et le comportement en fin de vie sont généralement associés dans cet ensemble d'échantillons.
Extraction de preuves peu perturbatrice
Démolir un bloc solide de polyuréthane ou d’époxy durci nécessite des techniques spécialisées. La découpe mécanique standard à l'aide de scies ou de meuleuses détruit les microfissures et les preuves d'interface que nous cherchons à documenter.
Test de ressuage par colorant fluorescent
Avant d'ouvrir le boîtier, les techniciens mettent le pack sous pression avec un colorant fluorescent à faible viscosité. Le colorant reste sous pression pendant de longues périodes.
Dissolution de résine chimique
L'équipe utilise des bains de solvants contrôlés spécifiques à la chimie d'empotage. Ces solvants dissolvent la matrice de résine à des vitesses de dissolution lentes et contrôlées.
Micro-inspection UV
Une fois que le BMS et les réseaux de cellules sortent du solvant, les ingénieurs inspectent l’assemblage sous lumière ultraviolette. Le colorant fluorescent aide à mettre en évidence les voies d’entrée probables atteignant les appareils électroniques sensibles.
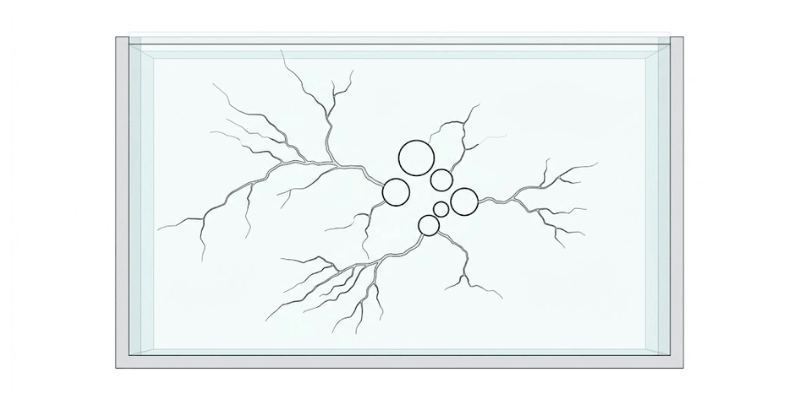
Preuve microscopique 1 : Fractures induites par le vide
Notre équipe médico-légale a observé la propagation des vides dans un large sous-ensemble d’échantillons défaillants.
Signature physique
En microscopie optique, des amas de vides ont été observés sous forme d'éléments sphériques piégés dans la résine durcie. Ces vides étaient souvent concentrés à proximité de structures rigides telles que les bornes de puissance et les transitions des faisceaux de câbles principaux. Sous la lumière UV, le ressuage a révélé des réseaux de fissures reliant les régions vides.
Pointeur de preuves
La morphologie de la fracture est cohérente avec des poches de gaz piégées subissant des contraintes de cisaillement localisées lors des chutes thermiques.
Implication for validation: Procurement teams should demand customer-readable whole-pack airtightness or leak verification reports, alongside encapsulation process traceability that demonstrates controlled vacuum/degassing practices designed to minimize void risk. Also request end-of-line integrity verification after the full build process (not only early-stage checks).
Microscopic Evidence 2: Capillary Delamination
We traced primary water ingress to boundary delamination across multiple samples.
Signature physique
Les ingénieurs ont examiné l'interface entre le boîtier extérieur en aluminium et la résine d'enrobage interne. Une liaison chimique minimale a été observée sur les surfaces lisses en aluminium dans les régions examinées. Un espace interfacial visible à l’échelle microscopique (ordre de grandeur de plusieurs dizaines de microns) a été observé le long de sections de la paroi du boîtier. Un colorant UV a montré de l'eau salée voyageant le long de ce canal limite.
Pointeur de preuves
Les canaux limites lisses suggèrent une préparation insuffisante de l’interface avant l’application et le durcissement de la résine.
Implication for validation: Procurement teams should request interface integrity evidence (e.g., adhesion performance where applicable), together with customer-readable whole-pack airtightness or leak verification reports and post-encapsulation integrity verification after final assembly. The goal is to confirm the delivered boundary remains sealed throughout the complete manufacturing workflow.
Microscopic Evidence 3: Dendritic Copper Growth
Corrosion degraded the Battery Management System in a notable fraction of the teardowns.
Signature physique
Technicians used scanning electron microscopy to examine the GTC PCBs. Widespread copper oxidation was observed. More critically, conductive copper dendrites were seen bridging small gaps between surface mount components. In some cases, the potting compound covering the boards was observed to be softer than surrounding rigid regions.
Pointeur de preuves
Widespread dendritic growth under visually intact encapsulation indicates long-term moisture vapor permeation and transport to sensitive conductor networks.
Implication for validation: Procurement teams should request traceability evidence for dedicated moisture-protection steps used by the supplier (e.g., conformal coating execution where applicable) and verify that program-aligned post-encapsulation electrical/functional verification is performed after the fully sealed assembly, alongside customer-readable whole-pack leak verification.
Cartographie des preuves et des piliers
Ces observations médico-légales correspondent directement aux principaux modes de défaillance technique décrits dans le cadre Advanced Potting Engineering.
- Les fractures induites par le vide correspondent aux vides du mode 2 et à l'inadéquation du CTE du mode 3 contribuant au stress.
- Le délaminage capillaire combiné aux traces de sel correspond au mode 6 de délaminage et d'entrée capillaire.
- Les dendrites de cuivre provenant des voies d’humidité correspondent au mode 6 de perméation de l’humidité.
- Les régions de résine localisées plus molles peuvent être en corrélation avec les effets de piégeage thermique du mode 1 ou la dégradation liée au durcissement exothermique du mode 4, en fonction du matériau et du profil de service.
La réalité financière des échecs sur le terrain
Les données ont des implications financières pratiques pour les équipes d’approvisionnement.
| Catégorie médico-légale | Fréquence d'observation | Délai typique avant défaillance (cluster observé) | Marqueur médico-légal |
|---|---|---|---|
| Fractures du vide | 45 pour cent | 12 à 16 mois | Microfissures internes |
| Délaminage | 25 pour cent | 14 à 18 mois | Sentiers riverains |
| Perméation de vapeur | 20 pour cent | 18 à 24 mois | Dendrites SMT en cuivre |
| Dommages thermiques | 10 pour cent | 6 à 12 mois | Résine fragile/brûlée |
L’achat de batteries marines à faible coût entraîne souvent des remplacements coûteux sous garantie et des frais de sécurité. Un seul remplacement de batterie eFoil défaillant dépasse généralement 2 000 USD lorsque la logistique de remplacement et la manutention d'expédition dangereuse sont incluses. De plus, l’expédition de batteries au lithium endommagées nécessite des protocoles de transport spécialisés et souvent coûteux.
Conclusion
IP68 sert d'affirmation de base, mais la véritable fiabilité maritime dépend de la question de savoir si les interfaces d'enrobage et de délimitation livrées contrôlent les chemins de défaillance spécifiques révélés par les preuves de démontage.