






Hochleistungsschiffsausrüstung muss über lange Zeiträume starke Leistung liefern. Systeme wie eFoil und Unterwasserrobotik ziehen hohe Dauerströme in versiegelten Gehäusen. Wenn die Gehäuse Wenn die Batterie versiegelt ist und das Vergussmaterial nicht für den Wärmefluss ausgelegt ist, kann die im Inneren der Batterie erzeugte Wärme eingeschlossen werden. Dies erhöht den Verschleiß und kann den Ausfall beschleunigen, insbesondere in den heißesten Bereichen des Fahrzeugs Akku.
Bei vielen Lieferanten steht die Verhinderung des Eindringens von Wasser an erster Stelle. Bei hoher Entladeleistung kann das Vergusssystem den Wärmetransport unbeabsichtigt reduzieren. Dieses Zuverlässigkeitsproblem wird als Thermal Trapping bezeichnet. Dieser Cluster-Leitfaden konzentriert sich darauf, wie man Vergussmassen so gestaltet, dass sie den Wärmefluss unterstützen, und wie man sie mit Nachweisen validiert, die Beschaffungs- und CTO-Teams anfordern können. Der Artikel ist eine direkte Erweiterung unseres Säulenführers Zuverlässigkeit von Schiffsbatterien gemäß IP68: Vergusstechnik.
Das Hauptrisiko: Der Wärmefluss kann aus dem Gleichgewicht geraten
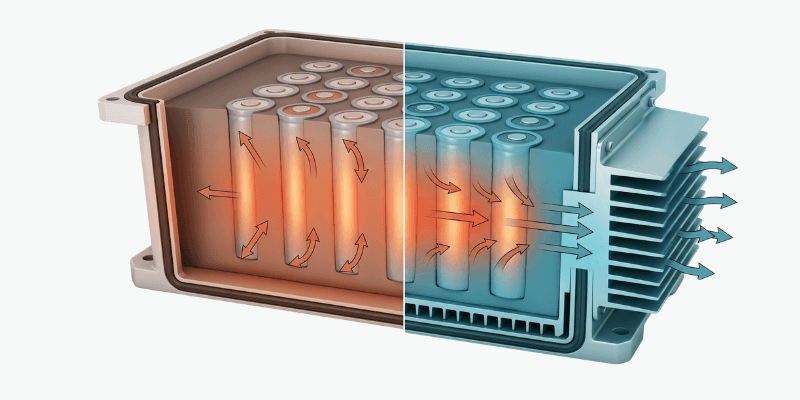
Beim Entladen erzeugt die Batterie Wärme im Zellstapel und in den Strompfaden. Der Akku muss diese Wärme über den Wärmepfad ableiten, der durch das Vergusssystem und das Gehäuse entsteht.
Die Zuverlässigkeit hängt von zwei Fragen ab:
1) Wie viel Wärme erzeugt die Batterie im Betriebsprofil?
2) Wie effizient diese Wärme durch die Zufuhr nach außen transportiert wird Akku-Design
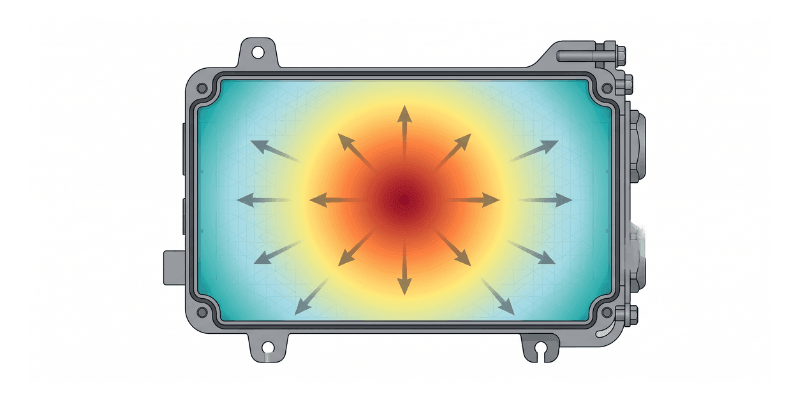
Das Vergussdesign beeinflusst die zweite Frage. Wenn der Verguss keinen gleichmäßigen Wärmekontakt und keinen gleichmäßigen Wärmetransport gewährleistet, können die zentralen oder Hot-Spot-Bereiche heißer werden als erwartet. Höhere Temperaturen beschleunigen die Alterung und erhöhen mit der Zeit den Innenwiderstand. Dies kann in späteren Zyklen zu einem weiteren Wärmestau führen und eine Rückkopplungsschleife erzeugen.
Bei Teardown-Einsätzen beobachten wir häufig ungleichmäßige Alterungsmuster, die auf thermische Einschlüsse zurückzuführen sind. Im schlimmsten Fall kann die Temperatur die im Zelldatenblatt und in der Schutzstrategie festgelegten Grenzen überschreiten. Dies erhöht die Wahrscheinlichkeit eines vorzeitigen Lebensendes oder von Schutzereignissen.
Wie man über das Vergießen bei hoher Belastung nachdenkt
Für CTO- und Beschaffungsentscheidungen ist das Ziel einfach. Das Vergusssystem muss sich wie ein aktiver Wärmepfad verhalten und nicht nur als Dichtung.
Ein zuverlässiges Hochgeschwindigkeitsdesign erfordert normalerweise vier ausgerichtete Hebel.
1) Materialauswahl: Wärmeleitfähigkeit und Stabilität
Gehen Sie nicht davon aus, dass „wasserfestes Harz funktioniert“. Hochleistungsarchitekturen erfordern häufig wärmeleitende Polyurethan- oder Silikonsysteme, die für den Wärmetransport ausgelegt sind.
Einzelheiten zur Beschaffung: Lieferanten sollten thermische Leistungsnachweise vorlegen, nicht nur Marketingaussagen.
2) Wärmekontakt: Vermeiden Sie Hohlräume und schlechte Benetzung
Sogar ein wärmeleitendes Vergussmaterial kann als Wärmeleitung versagen, wenn es Hohlräume hinterlässt oder keinen zuverlässigen Kontakt um kritische Wärmequellen herum herstellt.
Zu den Designzielen gehören:
- gute Benetzung an kritischen Schnittstellen
- Minimiertes Risiko von Hohlräumen beim Mischen und Dosieren
- Vergussgeometrie, die einen gleichmäßigen Harzfluss um den Zellstapel und starre Strukturen unterstützt
3) Architektur: Reduzieren Sie thermische Engpässe
Die Dicke und Geometrie des Vergusses beeinflussen den Wärmewiderstand. Hochleistungsdesigns vermeiden im Allgemeinen dicke isolierende Vergussvolumina in den heißesten Bereichen.
Die Vergussgrenze sollte eine konsistente thermische Kopplung zwischen Folgendem schaffen:
- Wärme erzeugende Bereiche wie der Zellstapel und Strompfade
- die Gehäuseoberflächen, die als Kühlkörper dienen
Einige Designs umfassen auch interne Strukturmerkmale, die die Wärmeübertragung verbessern und gleichzeitig die Zuverlässigkeit der Dichtung gewährleisten.
4) Exothermes Aushärtungsmanagement: Schützen Sie die Zellen während der Herstellung
Wärmeleitfähige Harze können beim Aushärten zusätzliche Wärme erzeugen. Dicke Güsse erhöhen das Risiko einer Exotherme und eines frühen Temperaturstresses.
Die Kontrolle des Heilungsrisikos sollte Folgendes umfassen:
- temperaturbewusste Fertigungsdisziplin
- Gegebenenfalls Temperaturüberwachung
- Rückverfolgbarkeit des Heilungsprofils in Verbindung mit der Programmakzeptanz
Die Akzeptanz sollte anhand der Zelltemperaturgrenzen und der Zuverlässigkeitsziele des Programms definiert werden.
Kennzahlen zur Beschaffungsvalidierung: Nachweise, die Sie anfordern können
Thermal claims must be validated with data that matches marine duty conditions. “CAD simulation” is not enough for thermal trapping risk.
During supplier evaluation, request evidence in four categories:
| Evidence Category | What to Request | How It Is Validated | Pass Criteria (Program-defined) |
| Resin heat transport | Thermal conductivity test evidence or equivalent material test record | Tested on representative cured specimens using disclosed thickness | Meets program target for heat transport derived from the duty design |
| Peak hot-spot temperature | Unit-level thermal logging | Full-load continuous discharge representative of duty | Stays within cell temperature limits with margin based on your program risk tolerance |
| Temperature uniformity | Multi-point temperature mapping | Thermocouples or equivalent sensors at representative hot regions | Das Hotspot-Delta bleibt innerhalb der vom Programm definierten Grenzen |
| Exotherme Sicherheit aushärten | Thermische Protokollierung der Aushärtung und Chargenrückverfolgbarkeit | Protokolliert während der Aushärtephase unter definierten Prozessbedingungen | Überschreitet nicht die Zell- und Baugruppentemperaturgrenzen für die definierte Aushärtemasse und -geometrie |
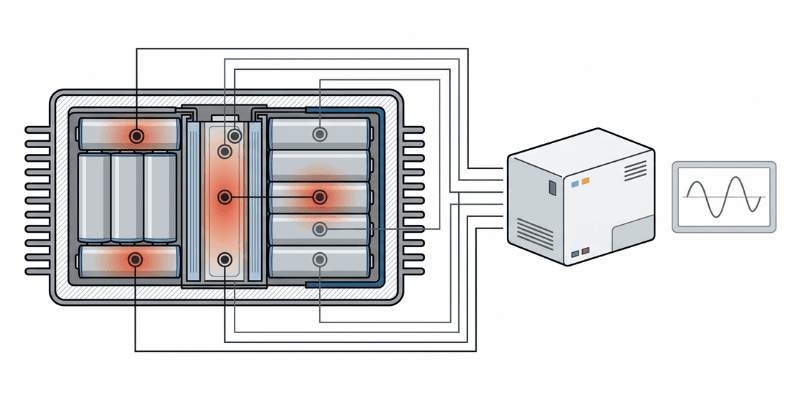
Implikation für die Validierung: Lieferanten sollten thermische Protokollierungsdaten auf Einheitsebene, einschließlich Sensorplatzierung und Stabilisierungszeit, aus repräsentativen Prototypentests bereitstellen. Sie sollten auch eine Rückverfolgbarkeit des Verkapselungsprozesses ermöglichen, die eine kontrollierte Entgasung und Mischung sowie ein kontrolliertes Aushärtungsverhalten zeigt. Die End-of-Line-Integritätsüberprüfung sollte Teil des gelieferten Beweispakets sein.
Abschluss
Für den Hochgeschwindigkeitsbetrieb auf See muss die Vergusskonstruktion den Wärmefluss unter dem realen Betriebsprofil unterstützen. Das Risiko thermischer Einschlüsse kann reduziert werden, wenn die Vergussformulierung, die Geometrie sowie die Aushärtung und die Wiederholbarkeit des Prozesses mit Beweisen validiert werden, die CTO- und Beschaffungsteams überprüfen können.